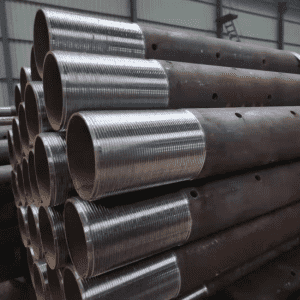
Těžká stěnová ocelová trubka



Výrobu a výrobní proces bezešvých ocelových trubek s těžkými stěnami lze rozdělit na tažení za studena, válcování za studena, válcování za tepla a roztahování za tepla.Materiály ocelových trubek jsou 10, 20, 35 a 45, které se nazývají obyčejné ocelové trubky.Podle použití lze rozdělit na konstrukční bezešvé ocelové trubky, bezešvé ocelové trubky pro přepravu, bezešvé ocelové trubky pro kotle, vysokotlaké bezešvé ocelové trubky pro kotel, vysokotlaké bezešvé ocelové trubky pro zařízení na chemická hnojiva a bezešvé ocelové trubky pro geologické vrtné potrubí;bezešvé ocelové trubky pro ropné vrty;bezešvé ocelové trubky pro krakování ropy;bezešvé ocelové trubky pro loď;přesné bezešvé ocelové trubky tažené a válcované za studena;trubky z různých slitin.Bezešvá ocelová trubka se používá hlavně v mechanickém zpracování, uhelném dole, hydraulické oceli atd.

Surovinou tlustostěnné bezešvé ocelové trubky je polotovar kulaté trubky.Kulatý trubkový polotovar je řezán na řezacím stroji a předvalek o růstu asi 1 m je přepravován do pece dopravníkovým pásem k ohřevu.Sochor se zahřívá v peci na teplotu asi 1200 stupňů Celsia.Palivem je vodík nebo acetylen.Klíčovým problémem je regulace teploty v peci.Poté, co je kulatá trubka vypuštěna z pece, musí projít tlakovým děrovačem.Obecně platí, že běžnějším piercerem je kuželový piercer.Tento typ děrovače má vysokou efektivitu výroby, dobrou kvalitu produktu, velký průměr perforace a může nosit různé třídy oceli.Po proražení je kulatý předvalek postupně válcován tříválcovým křížovým válcováním, kontinuálním válcováním nebo vytlačováním.Po vytlačení by měla být trubka odstraněna pro stanovení velikosti.Klížící stroj otáčí kuželovým vrtákem do ocelového polotovaru vysokou rychlostí a vytváří ocelovou trubku.
Vnitřní průměr ocelové trubky je určen délkou vnějšího průměru vrtáku kalibrovacího stroje.Po dimenzování ocelová trubka vstupuje do chladicí věže a je chlazena vodní sprchou.Po ochlazení se ocelová trubka narovná.Po narovnání je ocelová trubka poslána do detektoru kovových vad (nebo hydraulického testu) pomocí dopravního pásu pro detekci vnitřních vad.Pokud jsou uvnitř ocelové trubky praskliny a bubliny, bude to detekováno.Po kontrole kvality ocelových trubek je vyžadován přísný ruční výběr.Po kontrole kvality ocelové trubky se číslo, specifikace a číslo výrobní šarže nastříká barvou.Do skladu se zvedá jeřábem.
TĚŽKÉ STĚNNÉ BEZVADOVÉ OCELOVÉ TRUBKY
Odolné proti opotřebení Samomazání Vysoká chemická odolnost Různé velikosti a typy
Výrobu a výrobní proces bezešvých ocelových trubek s těžkými stěnami lze rozdělit na tažení za studena, válcování za studena, válcování za tepla a roztahování za tepla.


Materiály ocelových trubek jsou ASTM 179, A106Gr.B, 1035 a 1045, které se nazývají běžné trubky z uhlíkové oceli.
Materiály ocelové trubky jsou ST52, ASTM 5140,4140,4135,12XMФ, které se nazývají běžné trubky z legované oceli.
ASTM A106Gr.B chemické složení a mechanické vlastnosti

ASTM 1045 chemické složení a mechanické vlastnosti

ASTM A179 chemické složení a mechanické vlastnosti


Jednotná tloušťka

LITOVANÁ TĚŽKÁ BEZVADOVÁ OCELOVÁ TRUBKA